Hi, my friends and welcome back. I am happy to meet you again with a new tutorial of our PLC ladder logic programming series tutorials. Today we will complete what we started the last tutorial on the Elevator control project. We have a bunch of duties to complete together today. So let’s save time and jump into work immediately.
Project description:
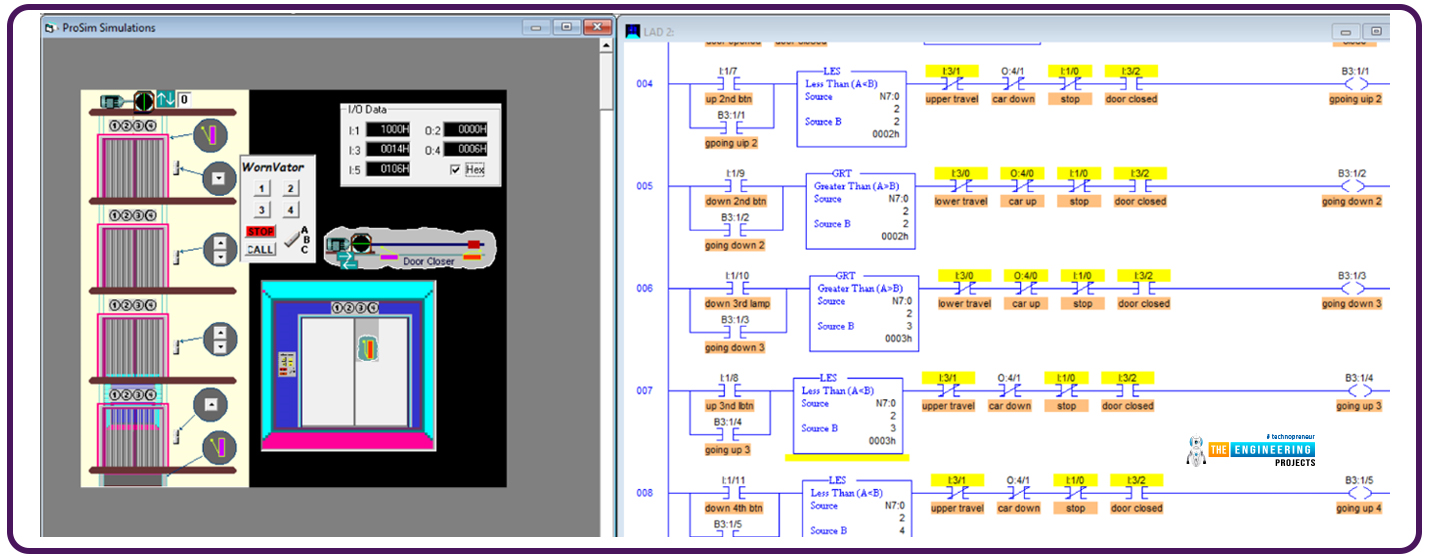
Figure one shows the details that might help me describe the project between our hands. We have an elevator car that travels up and down and can stop on one of four floors based on the passengers’ requests. We have 6 push buttons on the wall next to the elevator door that can send requests to call the elevator. In addition, there is a control panel inside the elevator cabinet in which there are push buttons to request stations to reach floors ...
Hello, my friends and welcome back with one new tutorial of our ladder logic programming series. Today I am bringing one exciting project which you can see everywhere, in your home, work, and public places, which is an elevator. We will design a solution using plc ladder logic programming, which drives the elevator. Our elevator is composed of 4 floors and has all capabilities of large-scale elevators. So let’s get started and save time and jump into our tutorial.
Elevator Project
As you can see, Everyone figure 1 depicts the complete scene of the project and tells that the elevator we will manage has four floors to visit. On the first floor, there is only one outer request to call the car from any floor above, i.e. from floor 2, floor 3, or floor 4. While on the second floor, there are ...
Hello everyone, and welcome back with a new tutorial in our ladder logic programming. Today we will continue the bottle line production line using ladder logic programming. Let me remind you, everyone; we have seen how to utilize the bit shift left instruction BSL to save the data that describes the state of a bottle, including the present state, size state, either large or small size and the excellent and broken state as well. And also we utilized these states to energize the large bottle and scrap solenoid to divert the bottles to the appropriate position and conveyor. At the end of the day, we have separated small, large, and scrap bottles. Today we are going to manage the scraping of the broken bottle.
Bottle line Scraping management
In each bottle line process, we have a common and ...
Hi, my friends, and welcome back to enjoying together learning and practicing PLC ladder logic programming with a new project from the actual industry. Today my friends, we will continue the bottle line project to complete the capping and filling of the bottling line. As usual, we will describe the requirements as the clients ask us to do. Then we list all the inputs and outputs we will use to make our design work. Afterward, we write the ladder logic program into two sub-tasks. We make one to perform the filling and the second for the capping process. So, without further delay, buddies, let’s jump into the work.
Filling and capping project
Let me introduce the project as two processes we have been requested to implement here. We are filling bottle process in which we need to control the ...
Hello, my friends, again we are back and enjoying one of the new tutorials in our ladder logic programming series. The tutorial we are here to present comes with a new project: dual compressors management using PLC. In that very project, you are going to learn how to divide the process between two actuators aiming to prolong the lifetime of the equipment and fulfill the processing requirements. as we used to do every tutorial, will go through the project. Understand the requirements, and design for the solution. And then code the ladder logic program of the solution and for sure enjoying simulating the code to validate the functionality of the proposed code. So without any more delay, let’s get started on our project.
What’s dual compressors project
The picture of the project shown in fi ...
Hello friends, we are going to learn and practice together one project from the industry. It is the bottle line production in which many processes are happening, including but not limited to filling, capping, and conveying from the start point where the bottles get in the line to the end point where the bottle gets out from the line. In the process, many concerns and restrictions must be addressed, like the bottle size, length, broken status, pretty full or empty, etc. So we have a lot to learn, program, and test right here in this project. Let’s jump into work and enjoy completing such an exciting project without further delay.
Bottle Line Assembly: Introduction
Figure 1 images the project we are going to do. Yes, it’s a massive project, with too many things we see to control. However, ...
So you've installed a beautiful new solar energy system around your house or property. You're saving tons on your electric bill and never have to worry about blackouts, power surges, or planned outages—you control your power source now. Here's the problem: What do you do when you need to dispose of everything?
Eventually, you will need to replace the solar panels and the solar battery, which powers the whole system. Disposing of solar batteries isn't exactly simple, and it needs to be handled with the utmost care. But it is easy to navigate if you know the proper steps to take—and what to avoid. Here's our complete guide.
Disposing of the Battery
If you've recently purchased a solar energy system or portable solar generator, you know the current ...
Hello friends, welcome back to our tutorials on PLC ladder logic programming. Today we will talk about batch process control and take one project from our factory to understand, implement, and simulate. So without any further delay, let’s jump into the tutorial by asking what is batch process is if it is different from other online processes. Well! The batch process is defined as a process that starts by operating continuously till the end of the cycle without any interaction with the users. For you guys, it’s cool to know that most of the processes you might meet in the industry of batch-type processing. Do you like me to give an example? Well! The Silo cement process is a batch process, and food and beverages manufacturing are also good examples of batch processes. So what do we have tod ...
Hi, my friends, and I hope you are doing great today! We have today one interesting topic that you have seen everywhere you go, but you might not notice it! That is what the so-called binary coded decimal (BCD) is. So what’s that? Well! When you are waiting for your turn at the front of a wicket in the bank. You see 7-segmented displays that show numbers in digits. So how do these counter displays work? The BCD is the idea behind how these displays work. Numbers can be represented in many formats. Some of these formats are readable for the public which is the decimal pr the digits 0, 1, 2, .., 9. On the other side, there is another number format which is not readable to general people. Still, it is essential for computation and computer processing like binary format and hexadecimal formats ...
Welcome to today's article on our comprehensive Raspberry Pi 4 programming guide. As we saw in the previous article, the Raspberry Pi 4 may power a single seven-segment display. In addition, we also interfaced a Raspberry Pi with 4 Seven-Segment Display Modules to display the time. However, this guide will show you how to construct a Raspberry Pi 4 crypto miner that uses very little electricity.
Cryptocurrencies have been the subject of widespread conversation for some time now. It's possible to use your computer to create them, and they can be used as currency. Because of this, the Raspberry Pi can also be used for Bitcoin mining. It's also possible to mine other cryptocurrencies. One drawback of mining is that the cost of electricity often excee ...