Step into the world of precision engineering—where custom CNC machined parts transform raw materials into the sinews and bones of your next big project. Like a tailor crafting a bespoke suit, CNC machining offers an unparalleled fit for your specific requirements.
The prospect of holding your idea in your hands, not just on paper, is the realm where imagination meets implementation. But what options lie at your fingertips? Let's explore the paths to turning those digital blueprints into tangible assets.
Materializing Visions: The Alloy of Choice
Before the whirring of machines begins, your ...
By using CNC-machined parts for your next engineering project, you can ensure precision, quality, and speed. So, let us take a look at three options for creating custom parts.
What Is CNC Machining?
Before we look at the three options available to you, it is worth briefly explaining what CNC machining is. CNC machining is short for Computer Numerical Control. It is a modern manufacturing method that involves the use of computer-controlled machinery to make custom parts.
The process begins with creating a CAD design
of the part you want to make. The design is then translated into g-code
...
Although 3D printing feels like a relatively new development, there are lots of promising projects underway. A scheme to build 46 eco-homes has been approved in the UK’s first 3D printed development
, for example, and the same is happening in Australia to provide housing for remote indigenous communities in rural areas
.
But how can 3D printing be applied in business? Here’s a breakdown on how it can be used and the opportunities it creates.
What is 3D printing?
3D printing refers to technology that can form materials using computer designs. The earliest signs of 3D printing came ab ...
Hi Everyone! How are you doing, my friends? Today I bring a crucial topic for PLC programmers, technicians and engineers. We have been working together for a long time using ladder logic programming. We have completed together dozens of projects from real life and industry. One day I was thinking about what we have done in this series of ladder logic programming, and I came across that I missed talking about one essential topic ever. You know what? It’s the PLC troubleshooting and online debugging! After writing a ladder logic program for the project, you can imagine it should operate from the ...
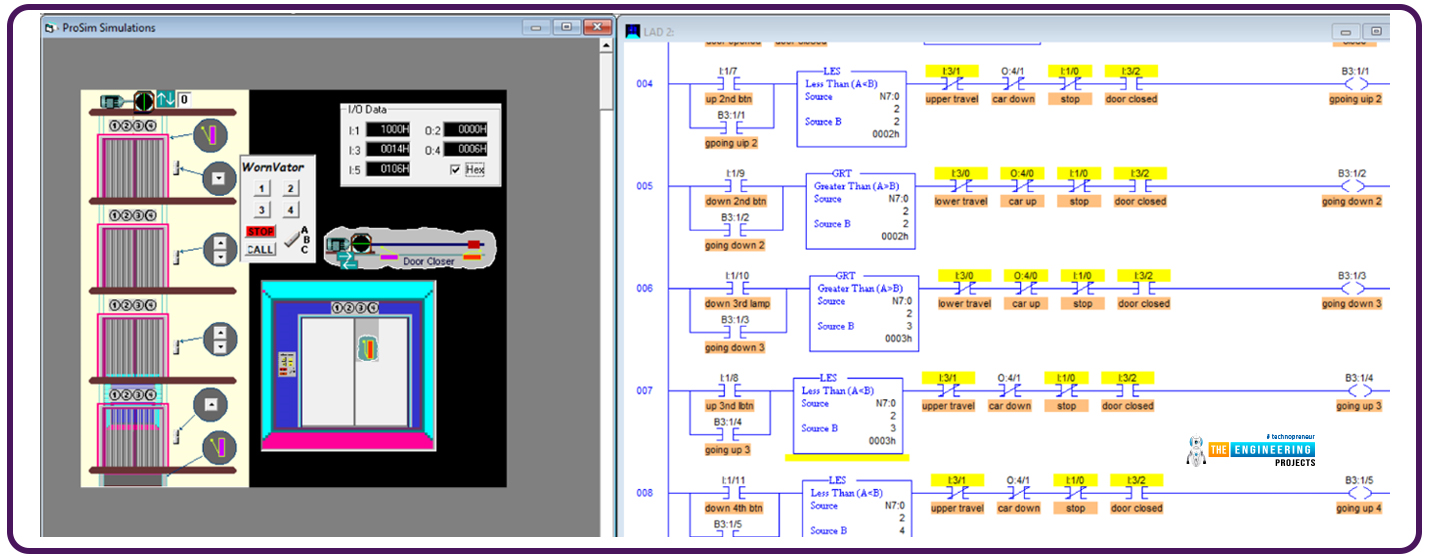
Hi, my friends and welcome back. I am happy to meet you again with a new tutorial of our PLC ladder logic programming series tutorials. Today we will complete what we started the last tutorial on the Elevator control project. We have a bunch of duties to complete together today. So let’s save time and jump into work immediately.
Project description:
Figure one shows the details that might help me describe the project between our hands. We have an elevator car that travels up and down and can stop on one of four floors based on the passengers’ requests. We have 6 push buttons on the wall next ...
Hello, my friends and welcome back with one new tutorial of our ladder logic programming series. Today I am bringing one exciting project which you can see everywhere, in your home, work, and public places, which is an elevator. We will design a solution using plc ladder logic programming, which drives the elevator. Our elevator is composed of 4 floors and has all capabilities of large-scale elevators. So let’s get started and save time and jump into our tutorial.
Elevator Project
As you can see, Everyone figure 1 depicts the complete scene of the project and tells that the elevator we will ...







 Getting Started Guide
Getting Started Guide
 Help Center
Help Center
 Contact us
Contact us
 Doist Blog
Doist Blog
 Privacy
Privacy
 Security
Security
 Terms of Service
Terms of Service
 What's new: Channel Descriptions
What's new: Channel Descriptions



 1 user
1 user








 2
2
























 20K
20K 900
900 900
900 20K
20K



