Introduction
Hello friends, I hope you are doing very well. Today we are going to learn and practice the master control reset (MCR)! So what is that MCR? Well! This is a tool you might use to control a group of devices with one push button for performing fast emergency responses with one click for a group of devices in one zone. In another word, you divide the program into zones and put this zone between a master control to control their operation as one unit by one contact. This technique is useful for applying emergence stops and also protecting some equipment by applying a safety restriction to not operate when that condition is in effect.
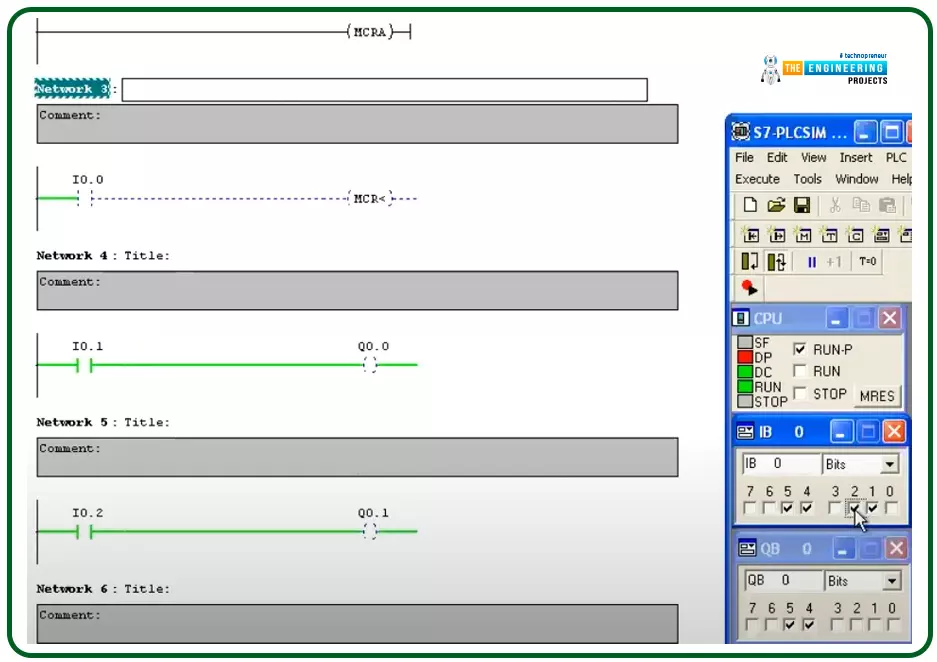
The concept of the master control reset (MCR)
Figure 1 shows the master control relay in a ladder logic showing a couple of rungs between the ma ...
Hi friends, I hope you are very well; today in this tutorial, we will practice conditional jumping for performing some code at the occurrence of some conditions. Like any other programming language, jumping is one of the most common approaches to transfer the execution from its sequential mode to run different processes or instructions marked by a label and bypassing the lines of codes in between the last executed transaction before the jump instruction and the labeled instruction whom the program is going to move to. The good thing about this technique is shortening the scan cycle of the program due to not running the whole program. However, using jumping techniques in coding is very dangerous. It would help if you were careful of missing some op ...
Hi friends and hope you are doing very well. Today we would like to take one tutorial which is very essential in the industry which is analog input processing for handling analog measurements of physical signals like temperature, humidity, pressure, distance, flow and level of liquids, etc. Typically, sensors produce two types of analog signals to represent the equivalent measured signal which is current and voltage signals. The currently produced signals would be within the range of 4-20 mAwhile voltage signals are in the range of 0-10 v. because, that output signals represent physical signals, the limits of output signals are 0 to 10 v for voltage based sensors and 4 to 20 mA for current-based sensors, these values should be scaled to represent ...
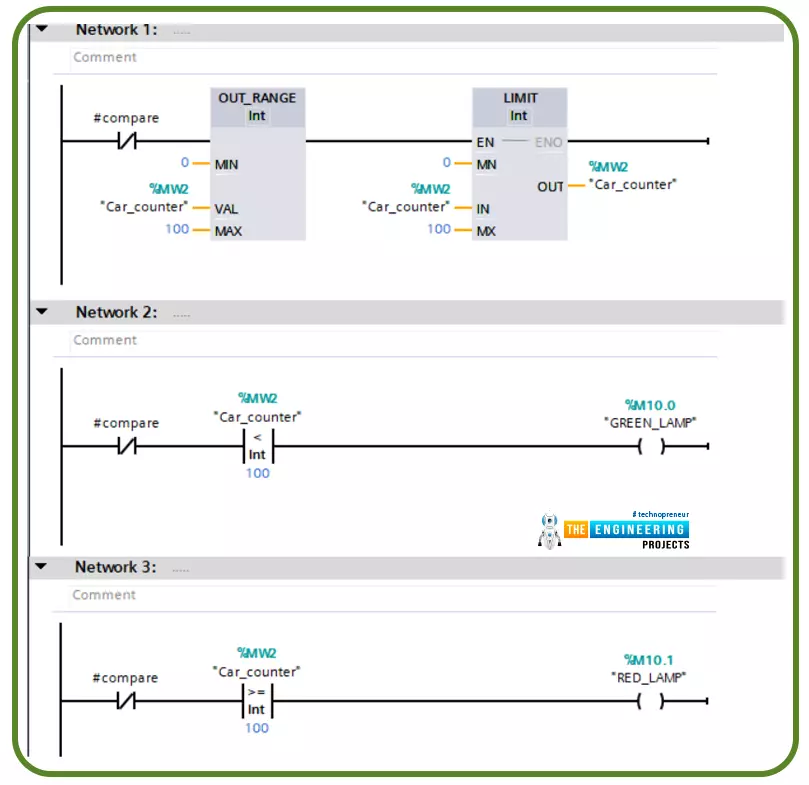
Hi friends. Today we are going to go through one of the most commonly used topics in writing ladder logic programming which is using comparator operations. This includes the logical and mathematical comparison between variables to decide where the logic goes.
There are many comparator operations like equal (==), not equal (<>), less than (<), greater than (>), less than or equal (<=), greater than or equal (>=). All these comparator operations might be used in different logic scenarios while writing a ladder logic program. In this tutorial, we are going to go over each operator showing the input operators and output as well. In addition, we will practice some examples with the simulator to familiarize how to use them flexibly whi ...
Hi friends, today we are going to explore mathematical computations in ladder logic. Like in any programing language you should find logic and mathematic computations, here in PLC programming you often need to process the input data that is collected from reading analog devices like temperature, level, flow et cetera. Then you need to run some calculations on this data to derive some other variables for deciding to run or stop some device or even to determine analog output to output to analog device i.e. valve or actuators. In the following sections, we are going to explore the mathematical functions and their input operators and outputs as well. Then we will show how to utilize such functions in ladder logic with simple examples and as usual enjoy practicing them thanks to the PLC simula ...
Hi friends and hope you are all very well. Today, we are going to deal with one of the most important and common problems that would be there in everyday tasks in industry and its solution. The problem is the safety of equipment and operators by preventing the machine from running under specific conditions for realizing the safety of equipment and human as well. Not only does it fulfill safety but also it is for performing the designed sequence of operation. If there is a problem, then it should be the solution for it. the solution is what so-called “Interlock”. So, what is interlock? And why do we need it? And how we can design a good interlock? Well! We may find such concerns exist in two aspects which are safety and operation sequence. In the f ...
Hello friends! We hope you are very well! Today we are here for complementing our knowledge with one of the most important topics in PLC programming and practice its implementation in PLC ladder logic programming. Our topic today is about counters which help us to know the production size at any time, the repetition of specific tasks and events. Many real-life situation problems need counter like garage capacity should be tracked by using counters to report how many cars are inside and if there is room for incoming cars or it's full. Another critical problem is to count the repetitive tasks and events in manufacturing. Furthermore, counting products and pieces for taking an action like performing maintenance, stop operation, turn over to next prod ...
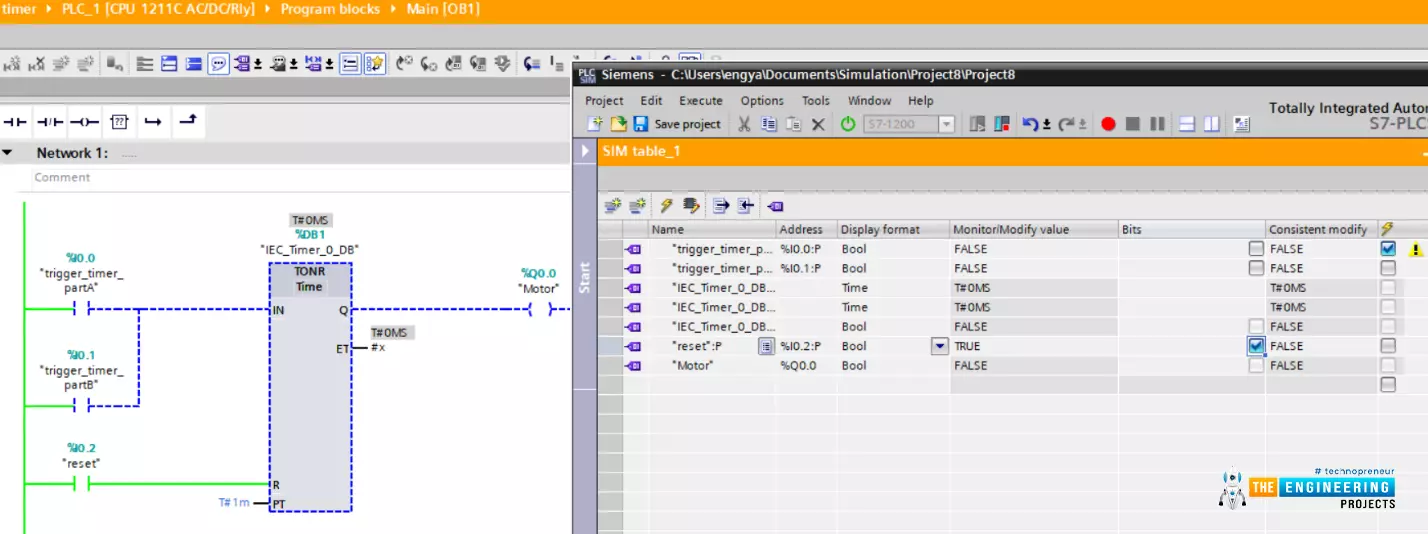
Hello friends! I hope you are doing very well, today we have a very crucial topic which is “timers”. Yes! Exactly like what comes to your mind. For running equipment i.e. motor at a specific time and/or for some amount of time we need timers. Timers are used even before PLC in classic or relay logic conventional control. However, there is a big difference between capabilities and limitations between using physical timers in classic or old fashion relay logic and using software timers in PLC. By completing this article you will be able to know what are timers and their types and applications. In addition, we are going to show off how to use timers in ladder logic programming with examples.
What are timers used for in industrial applications?
Well! ...
Hi friends! I hope you are doing well! Today we are going to learn and practice a new topic which is a very crucial technique in plc programming. the topic is called “latching”. We mean by Latching to keep the output running starting from the instance of giving a kick-off command until we hit a command to stop running of the motor. Imagine my friends, operator wants to start a motor by hitting a start push button and want the motor to keep running and leave and go for doing another task or job. And then it keeps running until the operator wants to stop it. The problem here is that, once the operator releases his hand away from the push button, the motor automatically stopped and that is not like what the operator wants to do with the motor. To clear the problem that we are going to solve, ...
Hi friends, how are you doing? Today will integrate all of what we have learned so far in this series to build the first project based on ladder logic programming. Because we all are interested in industry, we pick one industrial project, Bottle Filling and Capping Projects, which is very common today. The problem we are going to solve today is bottle filling and capping. We have learned all basics of ladder logic including contacts and coils operation, logic gates, rising and falling edges, timers, and counters. So, today we will utilize all of these components to implement a complete ladder program of filling and capping problems.
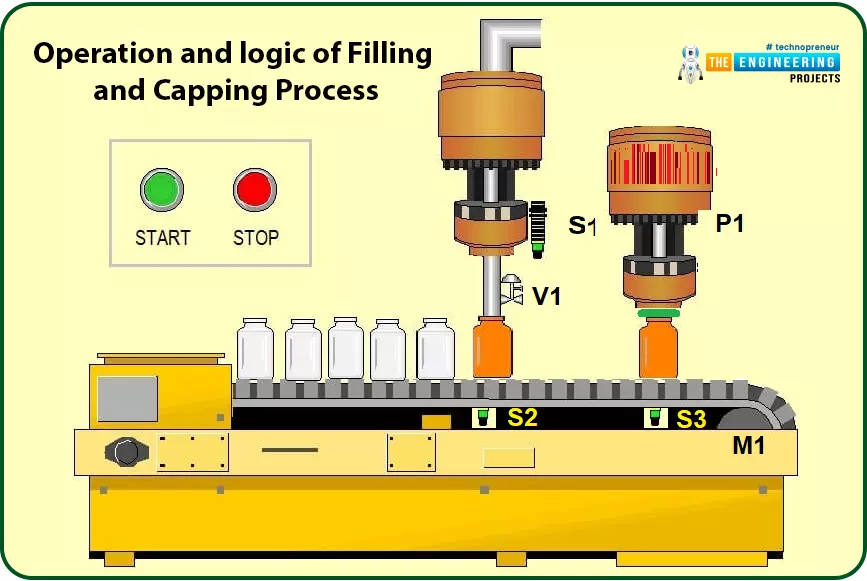
Operation and Logic of Bottle Filling and Capping Process
For simplifying the operation of the process of filling and capping, fig. 1 shows the process flow ...